The HYDMECH C350-2S Cold Saw has an ergonomically positioned control panel that includes a main disconnect, a programmable sawing stroke, a saw head feed control dial and a LED display for machine diagnostics. It miters from 60 degrees left to 45 degrees right. It also features a 4 1/2’’ round hollow capacity, has a 2.5/3.5 HP motor and supports a 14’’ blade. The C350-2S is the go-to cold saw when you want a quick, clean and accurate metal cutting job.
Standard Features
- It has a 4 speed blade rpm.
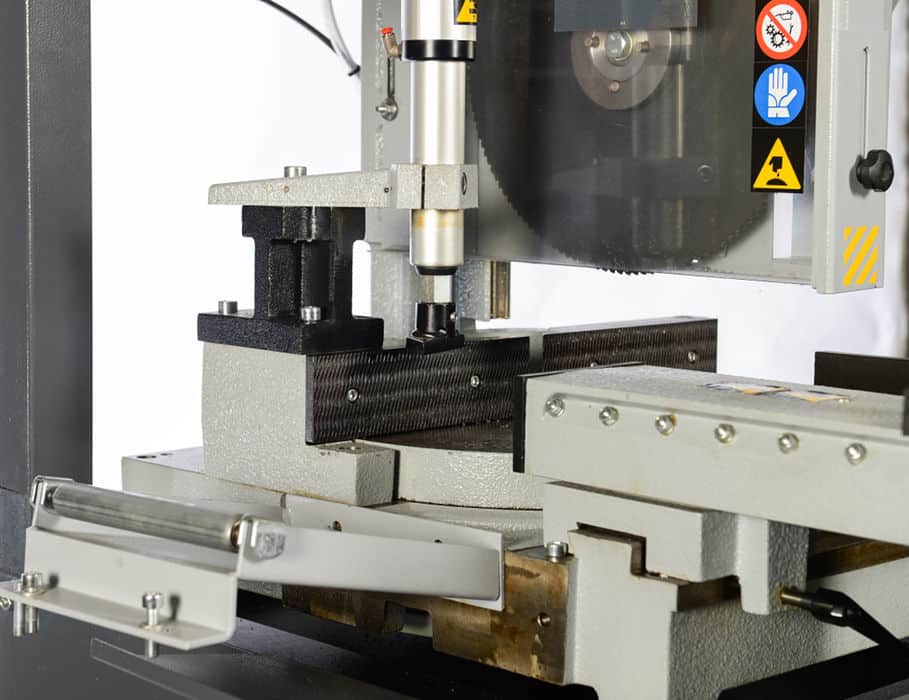
- It has an anti-burr clamp that has a double locking system.
- It has a vertical pneumatic vise.
- Its pneumatic operating vise is capable of sliding on dovetail so as to adjust with the saw head mitered position.
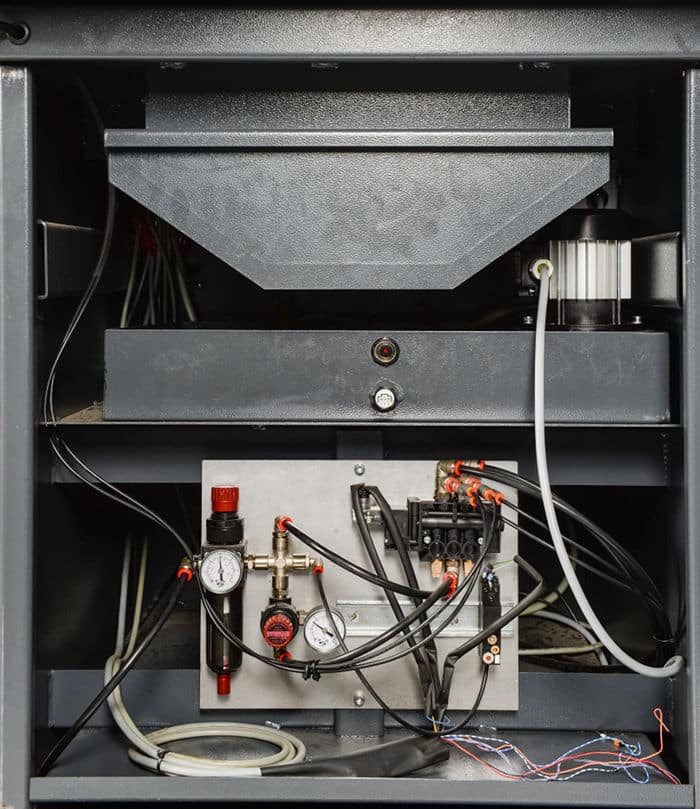
- It has an enclosed steel base that has a chip drawer and a coolant tank.
- It has a flood coolant system coupled with an electrical pump.
- It has an adjustable material stop with ruler
- It has a thick sawing head which has pneumatic movement on adjustable dual precision linear bearings.
- Has a wire chip brush.