Features and Benefits of The HYDMECH H-22A Band Saw
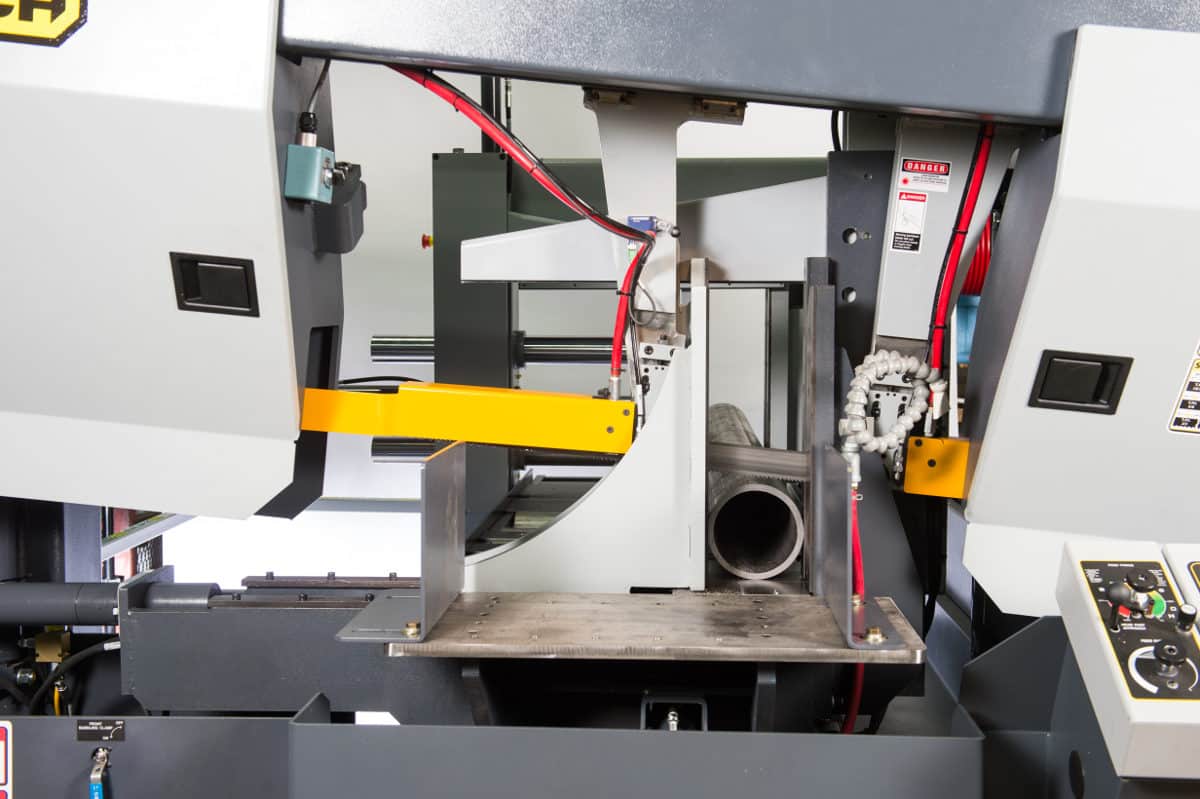
The H-22A is fast, with its high speed shuttle feed indexing up to 34″ in a single movement. Its optional 6° degree canted head, recommended when cutting larger beams, structural steel, and bundles of square tubing allows for more efficient cutting and improved blade life. A standard feature is the variable vise pressure which allows for adjustment of the clamping pressure of both vises. Recommended for thin wall tubing and other light material applications where standard vise pressure may deform the material.
The operator control console is located on the front of the machine, to the right of the out feed table, the selector switches and push buttons allow the operator to manually control all machine functions including emergency stops. The PLC 100 controls the Automatic cycle. The operator enters job information through the PLC interface keypad. The information required will be desired part length and quantity of pieces. Up to 99 different jobs can be entered into the PLC memory, and can be called up and performed at any time. Also, a job queue function allows up to 5 jobs to be picked from the memory, and run consecutively. Some unique features of the PLC100 control are blade chamber, which separates the cut part to allow for more back clearance (excellent for carbide blades); adjustable power down timer; coolant saver; trim cut on or off; automatic blade kerf compensation.
Standard Features:
- Extremely heavy-duty guide arms and cast iron wheels
- Heavy-duty full stroke vises
- Hardened and replaceable wear strips
- Carbide guides
- Heavy duty gearbox and motor assembly
- Variable frequency drive
- Easy access servicing panels
- Wash down hose
- Powered blade brush
- Hydraulic guide arm positioning
- Hydraulic blade tension
- Hydraulic chip auger
- Blade breakage switch
- Readily available and easy-to-replace parts
Standard Options:
- Variable vise pressure
- Full capacity bundling clamps
- Mist system
- 5ft / 10ft idler / powered conveyers